
Přeplátování
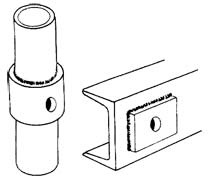
Plošné přiléhající díly svařit dokola. Při velkoplošných zdvojeních materiálů provést odvětrávací otvory. Pohyblivé díly je třeba zinkovat odděleně a v nezinkovaném stavu zachovat vůli 2 mm.

Není vhodné svařovat díly s hodně rozdílnou tloušťkou základního materiálu. Předmět se může v zinkové lázni a během chlazení deformovat z důvodu rozdílných rychlostí ohřívání a chlazení.
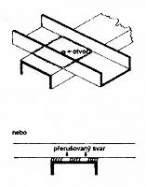
Při svařování dvou rovinných ploch (jestliže uzavřená plocha dosáhne 70 cm2 a více) je nejlepší v jednom z dílů vyvrtat otvor, který odvzdušní uzavřený prostor. Jestliže díru nevyvrtáte, je velké nebezpečí prasknutí svaru z důvodu vlhkosti. Také je nebezpečí zatékání kyseliny do svaru a pak zpětného vytékání na pozinkovanou plochu a poškozování povlaku. Tomu se dá zabránit přerušovaným svarem, který umožní samodrenáž.